- ความสม่ำเสมอของพื้นผิวและผลิตภัณฑ์มีความสำคัญสูงสุดสำหรับลูกค้า - ในการผลิตความหนืดเป็นพารามิเตอร์ที่สัมพันธ์กันเพื่อให้แน่ใจว่าเนื้อสัมผัสและความรู้สึกของผลิตภัณฑ์มีความสม่ำเสมอ
- ข้อมูลที่จับและประมวลผลโดย Rheonics เครื่องวัดความหนืดช่วยให้คุณลดความแปรผันได้อย่างมาก ซึ่งนำไปสู่การกักเก็บของแข็งที่สูงขึ้น และทำให้ผลผลิตสูงขึ้นด้วย
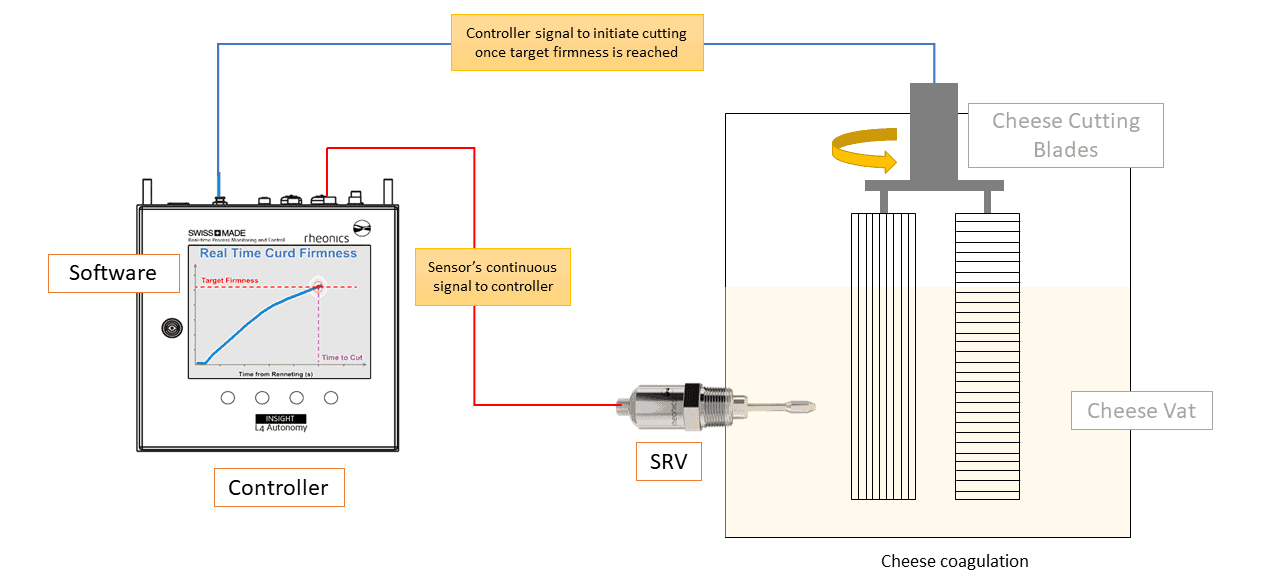
- จลนพลศาสตร์ของความแน่นและความแน่นของเจลนมนั้นแสดงสดต่อหน้าต่อตาของผู้ผลิตชีสเพื่อการวิเคราะห์ที่รวดเร็ว ปฏิกิริยาที่รวดเร็ว และการตัดเจลอัตโนมัติในท้ายที่สุด

บทนำ
ชีสเป็นอาหารหลักในหลายส่วนของโลก ผู้บริโภคให้ความสำคัญกับรสชาติและเนื้อสัมผัสเป็นอย่างมาก การเพิ่มความสำคัญของพื้นผิวคือลักษณะที่ซับซ้อนซึ่งโต้ตอบกับเพื่อนร่วมทีมที่มีรายละเอียดสูง: รสชาติ กลิ่นและรสชาติ ด้วยการแข่งขันที่เพิ่มขึ้น มีการเน้นที่ประสิทธิภาพการผลิตและคุณภาพของผลิตภัณฑ์มากขึ้น การใช้การควบคุมกระบวนการเพื่อให้บรรลุเป้าหมายเหล่านี้เป็นสากล ส่งผลให้เกิดประโยชน์ เช่น คุณภาพของผลิตภัณฑ์ที่ดีขึ้น ของเสียลดลง ลดต้นทุนวัสดุและพลังงาน เพิ่มประสิทธิภาพในการประมวลผล เวลาและความยืดหยุ่นของกระบวนการที่มากขึ้น
การทำชีสเป็นขั้นตอนที่มีมาตรฐานสูงในระหว่างที่นมจะถูกแปลงเป็นชีสประเภทต่างๆ ผ่านการทำให้โปรตีนเคซีนไม่เสถียรด้วยเอนไซม์ให้กลายเป็นเต้าหู้ อย่างไรก็ตาม ขนาดของกระบวนการนี้แตกต่างกันไปในแต่ละผู้ผลิต ชีสสามารถผลิตได้ในโรงงานโคนมเชิงพาณิชย์ขนาดใหญ่ในถังที่เต็มห้องทั้งห้อง ประดิษฐ์ขึ้นอย่างมีศิลปะในถังขนาดเล็กของช่างฝีมือ หรือทำในหม้อขนาดใหญ่ในโรงรถที่อยู่อาศัย โดยไม่คำนึงถึงขนาด การกำหนดเวลาตัดที่แม่นยำมีความสำคัญอย่างยิ่งต่อทั้งคุณภาพและปริมาณของชีสที่ผลิต
ในการแปรรูปอาหารไดอารี่ คุณภาพของผลิตภัณฑ์ขั้นสุดท้ายขึ้นอยู่กับวัตถุดิบที่ใช้ ประเภทและลักษณะของส่วนผสมที่ใช้ และวิธีการแปรรูปและเทคโนโลยีที่ใช้เป็นอย่างมาก วัตถุดิบอาจแตกต่างกันไปเนื่องจากความผันผวนตามฤดูกาล (เช่นเดียวกับนม) มีข้อดีเฉพาะในการใช้เซ็นเซอร์ที่กำหนดสถานะไดนามิกของกระบวนการออนไลน์และแบบเรียลไทม์
การใช้งาน
ชีสถูกกำหนดให้เป็นผลิตภัณฑ์สดหรือสุกที่ได้จากการแข็งตัวของนมและการแยกเฟสของเหลวและของแข็งที่ประกอบขึ้นเป็นก้อนนมที่เรียกว่าเวย์และนมเปรี้ยวตามลำดับ นมเปรี้ยวจะถูกแปรรูปเป็นชีสต่อไป การก่อตัวของเจลนมและการตัดเจลเป็นเมล็ดเต้าหู้เพื่อให้สามารถแยกเวย์ได้เป็นสองหน่วยหลักในการทำชีส ขั้นตอนแรกของการเกิดเจลประกอบด้วยการไม่เสถียรของคอลลอยด์เคซีน ไมเซลล์ เนื่องจากการดัดแปลงทางเคมีของชั้นป้องกันขนเค-เคซีนโดยสารจับตัวเป็นก้อน ขั้นตอนที่สองประกอบด้วยการรวมตัวของเคซีนไมเซลล์ที่ไม่เสถียรเพื่อสร้างเครือข่ายเจล การเชื่อมโยงข้ามเพิ่มเติมของเคซีนไมเซลล์ส่งผลให้เกิดการพัฒนาของเจลที่แน่น
สำหรับชีสส่วนใหญ่ การแยกเวย์และนมเปรี้ยวไม่ได้เกิดขึ้นเองตามธรรมชาติ และจำเป็นต้องตัดเจลเป็นก้อนเล็กๆ (เมล็ดเต้าหู้) การดำเนินการนี้จะเพิ่มอัตราส่วนของพื้นผิวเจล/ปริมาตร ทำให้เวย์หลุดออกไปในขณะที่ธัญพืชนมเปรี้ยวหดตัว
อัตราการคงตัวของนมที่เป็นของแข็งในนมเปรี้ยวนั้นขึ้นอยู่กับความแน่นของการตัดของเจล อัตราการเก็บรักษาของแข็งหรือ "อัตราผลตอบแทนจากภาษีมูลค่าเพิ่ม" ซึ่งตรงกันข้ามกับผลผลิตของชีสโดยรวม จะวัดประสิทธิภาพของขั้นตอนการจับตัวเป็นก้อนโดยเฉพาะ และแสดงถึงประสิทธิภาพของขั้นตอนการจับตัวเป็นก้อนและขั้นตอนการตัดเจลเพื่อเปลี่ยนนมเป็นเต้าหู้ชีส
การแข็งตัวของเลือดoring
กระบวนการจับตัวของนมโดยเฉพาะในระหว่างการผลิตชีสได้รับความสนใจอย่างมาก การประมาณค่าการแข็งตัวของนมแบบเรียลไทม์และการคาดคะเนเวลาการตัดเป็นสิ่งสำคัญสำหรับการควบคุมการแข็งตัวของนมในระหว่างการทำชีส การเปลี่ยนแปลงในองค์ประกอบของนมและสภาวะการแข็งตัวของเลือดส่งผลกระทบอย่างมีนัยสำคัญต่อความแข็งของนมเปรี้ยว ดังนั้นจึงลดเวลาลง
โรงงานที่มีขนาดเล็กกว่ามักจะมีตารางการผลิตที่ยืดหยุ่นมากขึ้น ซึ่งช่วยเพิ่มความแปรปรวนของระยะเวลาของกระบวนการจับตัวเป็นก้อน ในทางกลับกัน โรงงานขนาดใหญ่มีระบบอัตโนมัติอย่างมาก และแผนการผลิตได้รับการตั้งโปรแกรมไว้อย่างสมบูรณ์แบบ ซึ่งมักจะป้องกันไม่ให้มีการปรับเปลี่ยนเวลา พวกเขาหันไปใช้มาตรฐานนมเพื่อควบคุม แต่น่าเสียดายที่มีความเสี่ยงจากการเปลี่ยนแปลงสภาพการประมวลผลและข้อผิดพลาดของมนุษย์อยู่เสมอ ซึ่งอาจส่งผลให้เกิดความสูญเสียทางเศรษฐกิจอย่างมีนัยสำคัญอันเป็นผลมาจากลำดับการผลิตขนาดใหญ่
การตรวจสอบเซ็นเซอร์แบบอินไลน์oring วิวัฒนาการของการแข็งตัวและความแข็งของนมเปรี้ยวสามารถให้ข้อมูลแบบเรียลไทม์ที่จะช่วยให้ผู้ปฏิบัติงานใช้มาตรการที่เหมาะสมเพื่อลดการสูญเสียไขมันและค่าปรับ
'cut time' คืออะไรและเหตุใดเวลาในการตัดจึงสำคัญ?
ในการทำชีส ต้องตัด coagulum เมื่อแข็งตัวพอที่จะสร้างอนุภาคที่ไม่ต่อเนื่อง ซึ่งจะขับหางนมออกมาโดยไม่แตกเป็นเสี่ยง ด้วยเหตุผลนี้ ช่วงเวลาของการตัดเต้าหู้จึงเกิดขึ้นช้ากว่าจุดที่เกิดเจล นี่แสดงถึงความจำเป็นในการวัดความแน่นของเจลในขณะที่ก่อตัวและจนถึงจุดที่พร้อมที่จะประสานกัน
การแข็งตัวของเลือดจะสมบูรณ์เมื่อมีการสร้างเจลที่แน่นขึ้นจากโปรตีนที่รวมตัวกัน จุดนี้เรียกว่า “เวลาตัด” หรือระยะที่ต้องตัดเจลเพื่อแยกนมเปรี้ยวออกจากเวย์เหลว เมื่อเจลถูกตัดออก เจลจะผ่านกระบวนการ syneresis ซึ่งเป็นกระบวนการที่จะขับเวย์โปรตีนที่เป็นของเหลวออกไป เมื่อไซเนเรซิสเสร็จสิ้น ผลิตภัณฑ์ขั้นสุดท้ายจะเป็นอนุภาคของเต้าหู้ที่ลอยอยู่ในหางนมเหลว
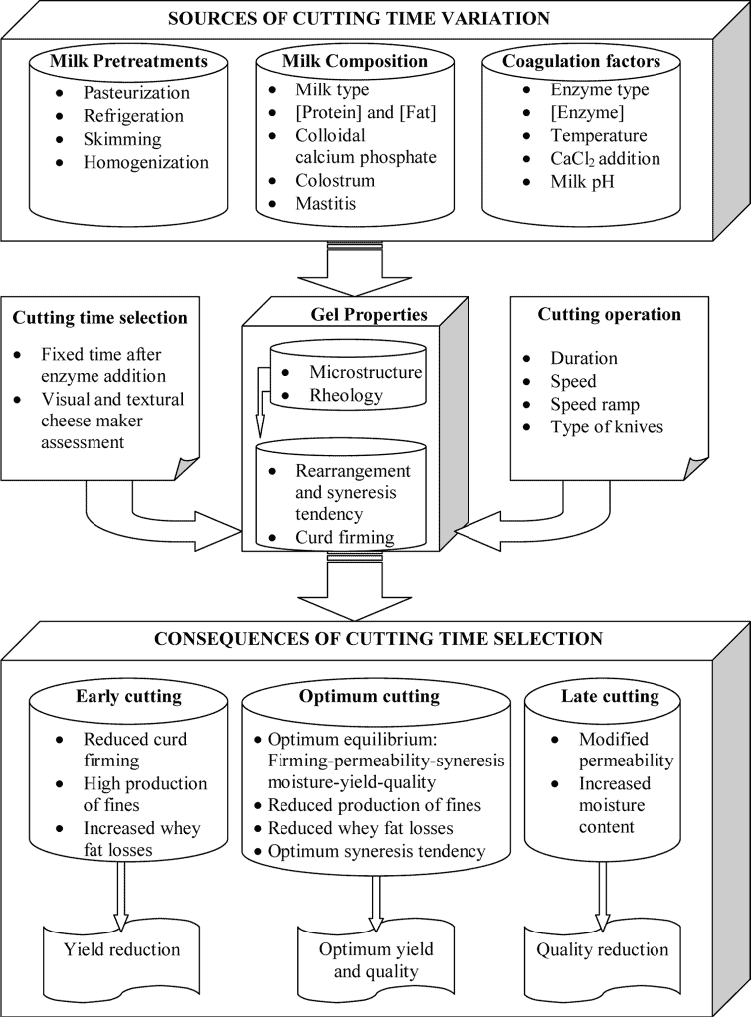
การเลือกเวลาในการตัด (CT) ขึ้นอยู่กับคุณสมบัติการไหลและโครงสร้างจุลภาคของเจล เช่น ความแน่นของก้อนเลือดและความสามารถในการจัดเรียงตัวใหม่ ซึ่งจะขึ้นอยู่กับปัจจัยการแข็งตัวของเลือด องค์ประกอบของนม และการเตรียมน้ำนมก่อน
ด้วยเหตุนี้ การเลือก CT จึงส่งผลกระทบอย่างมากต่อความชื้น ผลผลิต และคุณภาพของชีสและการสูญเสียไขมันเวย์ ความเร็วในการตัดและกวนยังส่งผลกระทบอย่างชัดเจนต่อขนาดอนุภาคของเต้าหู้และ/หรือการสูญเสียไขมันต่อเวย์เมื่อระบายออก ที่ความเร็วการตัดและกวนคงที่ การตัดเจลเร็วเกินไปจะช่วยเพิ่มผลกระทบทางกลของการตัดและการกวนบนเมล็ดเต้าหู้ ซึ่งจะช่วยเพิ่มค่าปรับของเต้าหู้และการสูญเสียไขมันเวย์ ส่งผลให้ชีสลดลง
ในทางตรงกันข้าม การชะลอ CT มีแนวโน้มที่จะสร้างผลตรงกันข้ามกับผลผลิตชีส แต่ความล่าช้าในการตัดมากเกินไปทำให้เกิดเจลที่แน่นเกินไป ไม่สามารถยุบตัวได้ ซึ่งจะเป็นการเพิ่มความชื้นในนมเปรี้ยว ปริมาณความชื้นที่มากเกินไปทำให้ผลผลิต "ของปลอม" เพิ่มขึ้นและอาจเปลี่ยนแปลงกระบวนการสุก ทำให้คุณภาพของชีสลดลง ผลกระทบทางเศรษฐกิจในแง่ของผลผลิตและคุณภาพของการเลือก CT ที่มีข้อบกพร่องยังไม่ได้รับการรายงานอย่างเข้มงวด
ข้อมูลอ้างอิง: วิธีการทำนายเวลาในการตัดชีส, M Castillo (2006)
ภาพรวมของขั้นตอนการเลือกเวลาตัด 'แบบธรรมดา'
โดยไม่คำนึงถึงขนาดและประเภทของผู้ผลิตชีส ขั้นตอนการตัดเจลนมน่าจะเป็นขั้นตอนที่มีการควบคุมน้อยที่สุดในกระบวนการผลิตชีส และผลผลิตชีสโดยรวมส่วนใหญ่ขึ้นอยู่กับขั้นตอนที่สำคัญนี้ ผู้ผลิตชีสต้องการเครื่องมือในการวัดความแน่นของนมที่แข็งตัวเป็นก้อนได้อย่างแม่นยำและแบบเรียลไทม์ เพื่อการตัดสินใจที่ถูกต้องในเวลาที่เหมาะสม เทคนิคแรกๆ เกี่ยวข้องกับการเคลื่อนที่ของลูกสูบหรือไดอะแฟรมซึ่งตรวจจับการต้านทานของ coagulum ต่อการเคลื่อนไหว อย่างไรก็ตาม สิ่งเหล่านี้ได้รับความทุกข์ทรมานจากข้อเสียที่การเคลื่อนไหวมีแนวโน้มที่จะขัดขวางเจลในขณะที่มันก่อตัว และด้วยเหตุนี้จึงขัดขวางการวัดความยืดหยุ่นของเจล แม้ว่าอุปกรณ์ดังกล่าวจะมีประโยชน์อย่างมากสำหรับการวิจัยเกี่ยวกับการทำชีส แต่การใช้งานนั้นจำกัดเฉพาะงานในห้องปฏิบัติการเนื่องจากขนาด ความยุ่งยากในการผสานรวม และการบุกรุกในถังชีส
ในทางปฏิบัติเจลมักจะถูกตัดหลังจาก เวลาตอบสนองที่กำหนดไว้ล่วงหน้า ได้ผ่านไปแล้วหรือขึ้นอยู่กับดุลยพินิจของผู้ปฏิบัติงานตามการประเมินส่วนตัวของคุณสมบัติของเจลเนื้อสัมผัสและการมองเห็น เป็นแนวทางปฏิบัติทั่วไป แต่ความน่าเชื่อถือของเครื่องมือดังกล่าวยังเป็นที่น่าสงสัย เนื่องจากมีหลายปัจจัยที่อาจเปลี่ยนแปลงความแน่นของเนื้อนมและโครงสร้างจุลภาคของเจลเพื่อเปลี่ยนแปลงเวลาในการตัดที่เหมาะสมที่สุด
ผู้ผลิตชีสจำนวนมากหันไป คลำนิ้วซึ่งเป็นเทคนิคที่มีข้อเสียที่ทราบอยู่แล้ว เช่น ไม่สามารถทำการทดสอบแบบเรียลไทม์ได้ และการขาดแคลนผู้ผลิตชีสที่มีประสบการณ์ วิธีการที่เป็นอัตนัยและไม่ใช่เชิงปริมาณ อย่างไรก็ตาม วิธีการดังกล่าวทำให้ระยะขอบกว้างสำหรับความแปรปรวนโดยพิจารณาจากการตัดสินใจของผู้ทดสอบ ในขณะที่อุตสาหกรรมนมเริ่มเติบโตและการผลิตชีสเริ่มทำในโรงงานผลิตขนาดใหญ่ เห็นได้ชัดว่าควรพัฒนาวิธีการทางวิทยาศาสตร์และได้มาตรฐานมากขึ้นในการกำหนดเวลาในการตัด
ความเป็นไปได้อีกอย่างหนึ่งคือการตัดเต้าหู้โดยพึ่ง การตรวจสอบเชิงประจักษ์. ผู้ผลิตชีสสามารถเลือกเวลาในการตัดที่มีความสม่ำเสมอที่น่าทึ่งตามประสบการณ์ แต่แน่นอนว่าวิธีการตรวจสอบเชิงประจักษ์ไม่สามารถปรับให้เหมาะสมได้อย่างแน่นอน
ส่วนใหญ่ของระบบที่ไม่ทำลายวัด การเปลี่ยนแปลงการนำไฟฟ้าของคุณสมบัติทางกายภาพบางอย่าง เช่น กระแสไฟฟ้า ความร้อน อัลตราซาวนด์ หรือรังสีแม่เหล็กไฟฟ้า ค่าการนำไฟฟ้าเพิ่มขึ้น 0.5–1% ในระหว่างการแข็งตัวของนม แต่ในกรณีนี้oring เทคนิคนี้มีข้อจำกัดที่สำคัญบางประการ เช่น ค่าสัมประสิทธิ์การนำไฟฟ้าที่สูง และความเป็นไปได้ที่จะเกิดการรบกวนระหว่างอิเล็กโทรไลต์นมดั้งเดิมและการวัดค่า เซ็นเซอร์วัดค่าการนำความร้อนจะตรวจจับการเปลี่ยนแปลงของการถ่ายเทความร้อนแบบพาความร้อนจาก "ลวดร้อน" ไปยังนมที่อยู่รอบๆ ซึ่งเกิดจากการแปรผันของความหนืดในระหว่างการจับตัวเป็นก้อน
เซ็นเซอร์ลวดร้อน ได้รับการพิสูจน์แล้วว่าสามารถวัดจุดเกิดเจลได้อย่างแม่นยำมาก แต่การทำนายจุดตัดของเต้าหู้นั้นไม่แม่นยำนัก ความหนืดเพิ่มขึ้นแบบทวีคูณระหว่างจุดเริ่มต้นของการรวมกลุ่มและการเริ่มต้นของการแข็งตัวของภาพ ซึ่งทำให้ลวดร้อนไม่เหมาะสำหรับการวัดความแข็งของเจล ลวดร้อนไม่เหมาะกับสภาพแวดล้อมของโปรตีนที่แปรผัน เนื่องจากโปรตีนมีผลอย่างมากต่ออัตราการแข็งตัวของนม แต่มีผลเพียงเล็กน้อยต่อเวลาที่เจลเริ่มก่อตัว ซึ่งเป็นสิ่งที่วัดจากลวดร้อน
การขาดคุณสมบัติ CT ที่เข้มงวดและการเปลี่ยนแปลงปริมาณโปรตีนนมตามปกติกำลังบังคับให้โรงงานชีสสมัยใหม่ต้องสร้างมาตรฐานปริมาณโปรตีนในนมเพื่อพยายามควบคุมการแข็งตัวของเลือด การแข็งตัวของเจล การทำงานร่วมกันของนมเปรี้ยว ผลผลิตชีส และคุณภาพของผลิตภัณฑ์ มีการนำเสนอเทคนิคต่างๆ มากมายสำหรับการตรวจสอบในช่วงเวลากว่าเจ็ดทศวรรษoring การแข็งตัวของนมและการแข็งตัวของนมเปรี้ยว ซึ่งแสดงให้เห็นอย่างชัดเจนว่าข้อกำหนดทางอุตสาหกรรมสำหรับการเลือก CT ยังไม่ได้รับความพึงพอใจอย่างเต็มที่จากวิธีการแบบดั้งเดิม
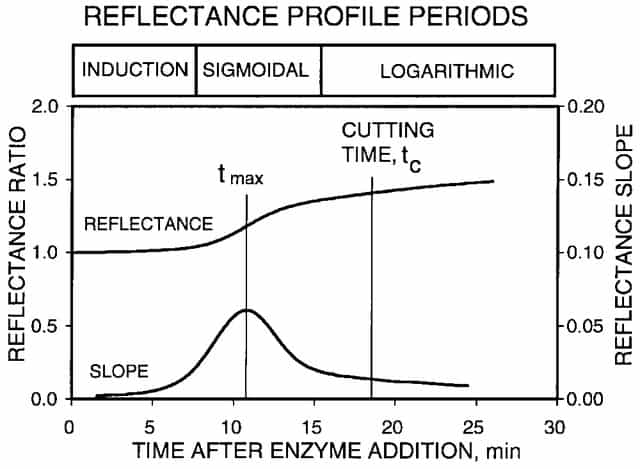
วิธีการเกี่ยวกับสายตา: การเปลี่ยนแปลงการสะท้อนแสงแบบกระจายระหว่างการเพาะเลี้ยงคอทเทจชีส
ปฏิสัมพันธ์ของอนุภาคแสงกับอนุภาคของสสาร หลังจากนั้นอนุภาคแสงอาจเปลี่ยนทิศทางหรือประสบกับการสูญเสียหรือได้รับพลังงานบางส่วนเรียกว่า "การกระเจิงของแสง" ความเข้มนี้สามารถแตกต่างกันไปตามวัสดุที่แสงมีปฏิสัมพันธ์ ดังนั้นการตีความการกระจายแสงจึงมีการใช้งานมากมาย การใช้งานในลักษณะนี้อย่างหนึ่งอยู่ในกระบวนการผลิตชีส เนื่องจากมีการพัฒนาวิธีการเชิงแสงหลายอย่างเพื่อติดตามการแข็งตัวของเลือดและคาดการณ์เวลาตัดของชีสบางชนิด แสงจะกระจายไปทั่วทุกทิศทางจากไมเซลล์ ดังนั้นจึงมีการดูดซับโปรตีนเพียงเล็กน้อย
ในกรณีมอนิทoring การแข็งตัวของเลือดหรือ ทำนายเวลาตัดโดยใช้การกระจายแสงมีหลายปัจจัยเข้ามาเกี่ยวข้อง อย่างแรก ดังที่กล่าวไว้ข้างต้น แสงจะโปรยไมเซลล์ในนมไปในทุกทิศทาง อย่างไรก็ตาม ในกระบวนการผลิตชีส หลังจากเติมเอ็นไซม์แล้ว ไมเซลล์จะเริ่มเสื่อมสภาพและรวมตัว การกระจายแสงของไมเซลล์ที่เสียสภาพจะรุนแรงกว่ามาก ดังนั้น คุณสมบัติของปฏิกิริยาแสงนี้จึงสามารถนำมาใช้เพื่อวัดความแน่นของตัวจับเป็นก้อนได้
เนื่องจากเวลาตัดถูกเลือกตามแบบจำลอง จึงมักมีความไม่ตรงกันระหว่างเวลาจริงกับเวลาที่คาดการณ์ไว้ ขณะจัดการกับการเปลี่ยนแปลงองค์ประกอบและส่วนผสม อาจจำเป็นต้องสร้างแบบจำลองใหม่ที่เหมาะสมกว่าเพื่อคาดการณ์ได้อย่างน่าเชื่อถือ เนื่องจากวิธีนี้ไม่ได้ดำเนินการโดยตรง ต้องสร้างความสัมพันธ์ระหว่างพารามิเตอร์จากโปรไฟล์การสะท้อนแสงแบบกระจายและเวลาในการตัดเพื่อพัฒนาอัลกอริทึมสำหรับการคาดคะเนเวลาตัด จะมีข้อผิดพลาดในการวัดที่เกี่ยวข้องกับวิธีการทางอ้อมเสมอ
ความหนืดสำหรับการตรวจวัดคุณภาพและกระบวนการผลิตในอุตสาหกรรมแปรรูปนม
อิทธิพลที่ใหญ่ที่สุดในกระบวนการผลิตชีสคือลักษณะของนมที่ใช้ในกระบวนการผลิต โปรตีนนมมีความสำคัญอย่างยิ่งต่อคุณภาพของชีส โดยเฉพาะอย่างยิ่ง ผลลัพธ์ที่ได้จะขึ้นอยู่กับโครงสร้างและปฏิกิริยาของโปรตีนเหล่านี้เป็นอย่างมาก การเปลี่ยนแปลงองค์ประกอบของนมสามารถส่งผลต่อรสชาติและเนื้อสัมผัสของชีสได้หลายวิธี ด้วยเหตุนี้ องค์ประกอบของนมในกระบวนการผลิตชีสจึงได้รับมาตรฐานสูงเพื่อให้ได้อัตราส่วนไขมันต่อโปรตีนที่สม่ำเสมอขึ้นอยู่กับชนิดของนมที่ต้องการ
ผลกระทบของฤดูกาลของนมถูกรบกวนโดยตัวแปรอื่นๆ ที่ไม่สามารถควบคุมได้ (การอบชุบด้วยความร้อน อุณหภูมิ ค่าความเป็นกรด-ด่าง และชนิดของน้ำนม) สิ่งนี้แสดงมูลค่าของการวัดแบบออนไลน์ เนื่องจากไม่สามารถคาดการณ์ความแน่นของเต้าหู้ในสถานการณ์การทำชีสเชิงพาณิชย์จากการวัดแบบออฟไลน์ได้ เนื่องจากผลกระทบเชิงโต้ตอบของตัวแปรจำนวนมาก
การวัดกระบวนการแบบอินไลน์สำหรับการผลิตอย่างต่อเนื่องเพื่อเพิ่มผลผลิต ความปลอดภัย และผลผลิต
เนื่องจากการผลิตชีสมีการใช้เครื่องจักรมากขึ้น และปัญหาด้านความปลอดภัยของอาหารก็มีความสำคัญมากขึ้น โรงงานชีสเชิงพาณิชย์จึงเริ่มดำเนินการกับถังแบบปิดหลายชุด โดยที่ผู้ผลิตชีสจะประเมินความแรงของเจลด้วยตนเองน้อยลง ขนาดของการดำเนินงานของโรงงานสมัยใหม่ ประกอบกับความต้องการในการควบคุมคุณภาพที่เพิ่มมากขึ้นเรื่อยๆ ได้นำไปสู่ความสนใจในระบบที่ติดตามการก่อตัวของเคิร์ดทางออนไลน์ นอกจากนี้ การทำงานพร้อมกันของชุดถังชีสต้องใช้วงจรตามเวลาโดยมีการเติมและเทถังทั้งหมดตามลำดับเพื่อช่วยให้น้ำนมไหลออกจากโรงงานที่รับ/พาสเจอร์ไรส์ได้อย่างต่อเนื่อง ดังนั้นอุปกรณ์ออนไลน์สำหรับการวัดการก่อตัวของเคิร์ดจึงเป็นที่ต้องการอย่างมาก แต่จะต้องไม่รบกวนและทำความสะอาดได้ เหตุผลหลักสองประการที่สามารถทำให้การวัดค่าในกระบวนการอินไลน์มีค่าอย่างยิ่ง:
- การผลิตอย่างต่อเนื่อง: เพื่อสนับสนุนกระบวนการที่ใช้เครื่องจักรในอุตสาหกรรมและสามารถปรับขนาดกระบวนการผลิตได้อย่างง่ายดาย ผู้ผลิตชีสจำเป็นต้องมีเครื่องมือวัดกระบวนการที่เชื่อถือได้โดยให้ข้อมูลเชิงลึกแบบเรียลไทม์แก่พวกเขาเพื่อให้สามารถปรับตัวได้อย่างรวดเร็ว การดำเนินการแก้ไขอัตโนมัติและการลดความจำเป็นในการแทรกแซงด้วยตนเองช่วยยกระดับมาตรฐานความปลอดภัยและเพิ่มความน่าเชื่อถือของการปฏิบัติงาน
- มาตรฐานความปลอดภัยและสุขอนามัยในการแปรรูปอาหาร: มีความจำเป็นอย่างยิ่งที่จะต้องเปลี่ยนจากการตรวจวัดแบบแมนนวล ซึ่งอาจกระทบกับบรรทัดฐานของระเบียบข้อบังคับและความคาดหวังของลูกค้าในเรื่องสุขอนามัย อุปกรณ์ตรวจวัดแบบอินไลน์จำเป็นต้องติดตั้งอุปกรณ์เชื่อมต่อในกระบวนการสุขาภิบาล ทำความสะอาดง่าย และเข้ากันได้กับ CIP/SIP


ถังชีสอุตสาหกรรม (ที่มา – TetraPak)
เครื่องวัดความหนืดแบบอินไลน์สำหรับเวลาในการตัด
กระบวนการผลิตทั่วไปที่เกี่ยวข้องกับการแปรรูปผลิตภัณฑ์จากนม เช่น วัฏจักรความร้อนและการดำเนินการทางกล (การกวน การกรอง การนวด การอัด ฯลฯ) สามารถเปลี่ยนคุณสมบัติทางรีโอโลยีอย่างมีนัยสำคัญ และส่งผลถึงคุณลักษณะของผลิตภัณฑ์ขั้นสุดท้าย ในการควบคุมกระบวนการผลิต ต้องระบุคุณภาพหรือพารามิเตอร์ที่กำหนดสถานะปัจจุบันของกระบวนการก่อนแล้วจึงวัด ความหนืดเป็นคุณสมบัติทางกายภาพที่สำคัญของน้ำนมจับตัวเป็นก้อน ซึ่งให้ข้อมูลเชิงลึกที่ลึกซึ้งยิ่งขึ้นถึงสิ่งที่เกิดขึ้นอย่างแน่นอนในระดับโมเลกุล ซึ่งมักจะแสดงลักษณะเฉพาะของสถานะของกระบวนการได้ค่อนข้างดี ไม่ว่าจะเพียงอย่างเดียวหรือร่วมกับคุณสมบัติทางกายภาพและทางเคมีอื่นๆ
การเปรียบเทียบลักษณะเฉพาะของความหนืดเป็นวิธีโดยตรงเมื่อเทียบกับการวัดแบบออนไลน์อื่นๆ เช่น วิธีการแบบลวดร้อนและการมองเห็น ไม่จำเป็นต้องอาศัยแบบจำลองการทำนายหรือการประมาณค่า เครื่องวัดความหนืดแบบอินไลน์ซึ่งมีรูปแบบขนาดเล็ก ติดตั้งได้ง่าย เข้ากันได้กับมาตรฐานด้านสุขอนามัย และผสานเข้ากับระบบ PLC อุตสาหกรรมได้อย่างง่ายดาย มอบคุณค่าที่สำคัญแก่ผู้ผลิตผลิตภัณฑ์นมในการตัดชีสอย่างแม่นยำ
มากกว่าการลดเวลาในการผลิตชีส
ชีสที่ผลิตต้องมีคุณภาพสูงอย่างสม่ำเสมอจนถึงข้อกำหนดที่เข้มงวดจากวัตถุดิบซึ่งอาจแตกต่างกันไปในองค์ประกอบหรือคุณสมบัติทางกายภาพของชีส ผู้บริโภคคาดหวังว่าผลิตภัณฑ์จะมีพื้นผิวที่เหมาะสมและสม่ำเสมอ ซึ่งเป็นคุณสมบัติที่ได้รับผลกระทบจากความหนืด
โดยสรุป การวัดและควบคุมความหนืดในสายการผลิตสามารถให้วิธีการควบคุมกระบวนการผลิตที่มีประสิทธิภาพและเป็นประโยชน์ในการผลิตชีสได้ด้วยวิธีหลักดังต่อไปนี้:
- การตรวจจับจุดสิ้นสุดของกระบวนการผสม การทำให้เป็นเนื้อเดียวกัน และการจับตัวเป็นก้อน: ในระหว่างกระบวนการแข็งตัว การระบุลักษณะความหนืดจะมีประโยชน์ในการพิจารณาความเสถียรและจุดสิ้นสุด ในระหว่างการทำให้เป็นเนื้อเดียวกัน สูตรจะได้รับความหนืดเพิ่มขึ้นอย่างมากเมื่อขนาดหยดลดลง ดังนั้นปริมาณที่เพิ่มขึ้นนี้จะเป็นตัวบ่งชี้คุณภาพอิมัลชันที่ดี มอนิทoring ความหนืดออนไลน์ทำให้สามารถปรับความเข้มของการกวน ความเร็วรอบการหมุน และตัวแปรการประมวลผลอื่นๆ ด้วยตนเองหรืออัตโนมัติ
- การจัดการและการจัดการส่วนผสมที่ดีขึ้น: ความเข้มข้นมีความสัมพันธ์อย่างมากกับความหนืด ด้วยเหตุนี้ข้อมูลความหนืดจึงสามารถใช้ในการทำนายหรือตรวจสอบข้ามได้อย่างมีประสิทธิภาพ
ด้วยเหตุผลเหล่านี้การวัดความหนืดที่ได้จากเครื่องวัดความหนืดแบบอินไลน์สามารถให้มาตรฐานการควบคุมคุณภาพที่ดีเยี่ยมและรับประกันคุณภาพของกระบวนการและผลิตภัณฑ์ขั้นสุดท้าย
การวัดความหนืดของโรงงานนมและความท้าทายในกระบวนการผลิต
วิศวกรและผู้ดำเนินการโรงงานในกระบวนการแปรรูปผลิตภัณฑ์นมตระหนักถึงความจำเป็นในการตรวจวัดความหนืดและแทรกแซงผ่านการดำเนินการแก้ไขที่เหมาะสมเพื่อขับเคลื่อนการไหลของผลิตภัณฑ์ที่มีคุณภาพสูงและสม่ำเสมอ อย่างไรก็ตามการวัดผลเหล่านี้ได้ท้าทายพวกเขาในช่วงหลายปีที่ผ่านมา
ตัวอย่างการจับแบบออฟไลน์นั้นไม่น่าเชื่อถือและไม่เหมาะสำหรับอุตสาหกรรมนม
monitoring ความหนืดของของไหลในกระบวนการมักหมายถึงการเก็บตัวอย่างของเหลวจากถังหรือท่อ และนำตัวอย่างไปยังห้องปฏิบัติการซึ่งมีการวัดคุณสมบัติทางรีโอโลยีของของเหลวด้วยเครื่องวัดความหนืดหรือรีโอมิเตอร์ในห้องปฏิบัติการ จากการค้นพบ ผู้ดำเนินการกระบวนการจะต้องได้รับแจ้งว่าของไหลอยู่ที่ความหนืดที่ต้องการหรือไม่ หรือหากจำเป็นต้องดำเนินการเพิ่มเติม จะต้องทำการตรวจวัดใหม่หลังจากการแทรกแซง ระบบนี้เรียกว่าการควบคุมแบบออฟไลน์หรือแบบแมนนวล โดยมีข้อเสียที่ชัดเจนหลายประการ เนื่องจากใช้เวลานานและมักจะไม่ถูกต้องแม้แต่กับผู้ปฏิบัติงานที่มีประสบการณ์ ส่วนใหญ่แล้วผลลัพธ์จะสายเกินไปที่จะบันทึกเป็นชุด
อีกทางเลือกหนึ่งคือการใช้เครื่องวัดความหนืดแบบอินไลน์ที่จะตรวจสอบความหนืดของของเหลวในกระบวนการอย่างต่อเนื่องตลอดทั้งกระบวนการ เครื่องมือนี้ให้สัญญาณเอาท์พุตซึ่งหากปรากฏขึ้นจะให้ข้อมูลที่จำเป็นแก่ผู้ปฏิบัติงานในการควบคุมกระบวนการ หรืออีกวิธีหนึ่งคือเอาท์พุท viscometer เชื่อมต่อกับ PLC (Programmable Logic Controller) / DCS (Digital Control System) สำหรับการควบคุมกระบวนการอัตโนมัติ
ปัญหาเกี่ยวกับ Viscometers แบบเดิม สำหรับการติดตั้งแบบอินไลน์
เครื่องวัดความหนืดแบบดั้งเดิมพบปัญหาที่เกี่ยวข้องกับการไหลของของไหลในท่อและการติดตั้งถังผสม โดยทั่วไปเครื่องวัดความหนืดจะทำงานไม่ถูกต้องในการไหลแบบปั่นป่วน เครื่องมือหมุนจะทำงานได้ถึงอัตราการไหลสูงสุดที่กำหนดเท่านั้น ต้องมีการควบคุมการไหลสำหรับเครื่องวัดความดันลดลง ปัญหาที่เกี่ยวข้องกับการไหลสามารถหลีกเลี่ยงได้โดยการติดตั้งเครื่องวัดความหนืดออนไลน์และปรับสภาพการไหลของตัวอย่างให้เหมาะสมกับเครื่องมือ เวลาตอบสนองของเครื่องมืออาจเกี่ยวข้องกับสภาวะการไหลเนื่องจากต้องมีอัตราการต่ออายุตัวอย่างที่เพียงพอเพื่อการควบคุมที่มีประสิทธิภาพ ในกรณีของการติดตั้งถังควรวางเครื่องมือไว้ในตำแหน่งที่ของเหลวที่อยู่ติดกันแสดงถึงสถานะโดยรวมของของเหลวในกระบวนการและเพื่อหลีกเลี่ยง 'พื้นที่ตาย' เครื่องมือที่ใช้ในสภาพแวดล้อมของกระบวนการต้องมีความแข็งแรงและสามารถต้านทานวัสดุที่มีฤทธิ์กัดกร่อนที่อาจพบได้โดยเฉพาะอย่างยิ่งในระหว่างการทำความสะอาด
Rheonics' โซลูชั่นสำหรับการแข็งตัวของเลือดoring ในการผลิตชีส
ในกรณีที่กระบวนการอาหารมีความต่อเนื่อง การตรวจจับแบบออนไลน์ (ซึ่งกำหนดสถานะของกระบวนการแบบเรียลไทม์) ถือเป็นวิธีการที่เหมาะสมที่สุดในการแก้ไขปัญหา สำหรับการใช้งานที่เป็นประโยชน์ เซ็นเซอร์ต้องเป็นไปตามข้อกำหนดหลายประการ เช่น ความสามารถในการเชื่อมต่อกับการตรวจสอบโรงงานoring/ระบบควบคุม การวัดที่แข็งแกร่งโดยไม่คำนึงถึงการไหลหรือสภาวะแวดล้อม ความสามารถในการทำความสะอาดและความเสถียรตามเวลาและอุณหภูมิ
Rheonics เซ็นเซอร์ควบคุมกระบวนการสำหรับอุตสาหกรรมอาหารควบคู่ไปกับการพัฒนาเทคโนโลยีการควบคุมกระบวนการ มีศักยภาพในการเพิ่มระดับของกระบวนการอัตโนมัติ และช่วยให้วิศวกรโรงงานได้รับประโยชน์สูงสุดจากการเปลี่ยนผ่านสู่ดิจิทัล การรับรู้ข้อมูลกระบวนการ และแผนปฏิบัติการระยะยาว ข้อมูล- การวางแผนการบำรุงรักษาและความน่าเชื่อถือและการทำซ้ำสูงในแง่ของคุณภาพผลิตภัณฑ์ชีส ผลผลิต และความสม่ำเสมอ
เครื่องวัดความหนืดและความหนาแน่น
- ในบรรทัด ความเหนียว วัด: Rheonics' เอส.อาร์.วี เป็นอุปกรณ์วัดความหนืดในสายการผลิตที่หลากหลายซึ่งสามารถตรวจจับการเปลี่ยนแปลงความหนืดภายในสตรีมกระบวนการใด ๆ แบบเรียลไทม์
- ในบรรทัด ความหนืดและความหนาแน่น วัด: Rheonics' SRD เป็นเครื่องมือวัดความหนาแน่นและความหนืดพร้อมกันในบรรทัด หากการวัดความหนาแน่นเป็นสิ่งสำคัญสำหรับการดำเนินงานของคุณ SRD เป็นเซ็นเซอร์ที่ดีที่สุดที่จะตอบสนองความต้องการของคุณโดยมีความสามารถในการปฏิบัติงานที่คล้ายคลึงกับ SRV พร้อมกับการวัดความหนาแน่นที่แม่นยำ
เครื่องมือเหล่านี้ให้สัญญาณเอาท์พุตและอ่านค่าบนแผงซอฟต์แวร์ ซึ่งหากแสดงขึ้น จะให้ข้อมูลที่จำเป็นแก่ผู้ปฏิบัติงานเพื่อควบคุมกระบวนการ หรืออาจเป็นไปได้ที่จะส่งออกไปยังตัวควบคุมกระบวนการอัตโนมัติ ระบบควบคุมแบบบูรณาการช่วยให้สามารถใช้ข้อมูลความหนืด/ความหนาแน่นในสายการผลิตได้อย่างมีประสิทธิภาพ
การใช้ SRV ในสายการผลิตการเตรียมผลิตภัณฑ์จากนม ส่งผลให้ประสิทธิภาพการผลิตดีขึ้น อัตรากำไร และบรรลุความสอดคล้องตามกฎระเบียบ Rheonics เซ็นเซอร์มีรูปแบบที่กะทัดรัดสำหรับการติดตั้ง OEM และชุดติดตั้งเพิ่มเติม พวกเขาต้องการการบำรุงรักษาเป็นศูนย์หรือการกำหนดค่าใหม่ เซ็นเซอร์ให้ผลลัพธ์ที่แม่นยำและทำซ้ำได้ไม่ว่าจะติดตั้งอย่างไรหรือที่ไหน โดยไม่จำเป็นต้องใช้ห้องพิเศษ ซีลยาง หรือการป้องกันทางกล SRV และ SRD ใช้งานง่ายมากโดยไม่ต้องใช้วัสดุสิ้นเปลืองและไม่ต้องสอบเทียบใหม่ ส่งผลให้ต้นทุนการดำเนินงานตลอดอายุการใช้งานต่ำมาก
ในระหว่างการจับตัวเป็นก้อนของนม เมื่อนมเปรี้ยวถึงความยืดหยุ่นที่เหมาะสมที่สุดซึ่งรับประกันอัตราการคงตัวของของแข็งไว้สูง สัญญาณจะถูกส่งไปยังระบบอัตโนมัติเพื่อเริ่มขั้นตอนการตัด

Rheonics โซลูชันมีข้อได้เปรียบเหนือเทคโนโลยี hotwire หรือการกระจายแสง ซึ่งสามารถคาดการณ์เวลาในการตัดได้โดยไม่ต้องวัดความแน่นตามจริง กับ Rheonicsทำการตัดเจลด้วยความแน่นที่ถูกต้องและคุณจะได้ปริมาณน้ำนมที่คงตัวสูงสุด กล่าวอีกนัยหนึ่ง คุณจะได้รับการผลิตชีสสูงสุด
- เครื่องมือควบคุมกระบวนการตั้งอยู่ใกล้กับถัง (แต่อยู่ด้านนอก) ที่ให้การวัดความแน่นของลิ่มเลือดในน้ำนมได้อย่างแม่นยำและแบบเรียลไทม์
- จลนพลศาสตร์ของความแน่นถูกกำหนดไว้ล่วงหน้าต่อหน้าต่อตาของผู้ผลิตชีสเพื่อการวิเคราะห์ที่รวดเร็ว ปฏิกิริยาที่รวดเร็ว และการตัดเจลอัตโนมัติในท้ายที่สุด
- วัดความแน่นของเจลนมโดยตรงและกระตุ้นการตัดเจลโดยอัตโนมัติเมื่อถึงความแน่นที่เหมาะสมที่สุด
- มีภูมิคุ้มกันสูงต่อการสั่นสะเทือนของโรงงาน ทำความสะอาดง่าย (ปรับระบบ CIP/SIP ให้เหมาะสม) และต้องการการบำรุงรักษาต่ำ และไม่มีชิ้นส่วนที่เคลื่อนไหว
เมื่อสร้างสภาพแวดล้อมของกระบวนการแล้ว โดยปกติแล้วจะต้องใช้ความพยายามเพียงเล็กน้อยเพื่อรักษาความสมบูรณ์สม่ำเสมอของระบบ ผู้ปฏิบัติงานสามารถพึ่งพาการควบคุมที่เข้มงวดได้ Rheonics โซลูชันการจัดการคุณภาพการผลิตผลิตภัณฑ์นม บรรลุคุณภาพที่สูงขึ้น เพิ่มผลผลิต ลดการสูญเสีย และดาวน์เกรดผลิตภัณฑ์น้อยลง
Rheonics' ข้อได้เปรียบ
ฟอร์มแฟคเตอร์ขนาดกะทัดรัดไม่มีชิ้นส่วนที่เคลื่อนไหวและไม่จำเป็นต้องบำรุงรักษา
Rheonics' SRV และ SRD มีฟอร์มแฟคเตอร์ที่เล็กมากสำหรับการติดตั้ง OEM และชุดติดตั้งเพิ่มเติม ช่วยให้สามารถบูรณาการได้อย่างง่ายดายในทุกกระบวนการ ทำความสะอาดง่ายและไม่ต้องบำรุงรักษาหรือกำหนดค่าใหม่ มีพื้นที่ขนาดเล็กทำให้สามารถติดตั้งแบบอินไลน์ในสายการผลิตใดๆ ได้โดยหลีกเลี่ยงพื้นที่เพิ่มเติมหรือข้อกำหนดของอะแดปเตอร์
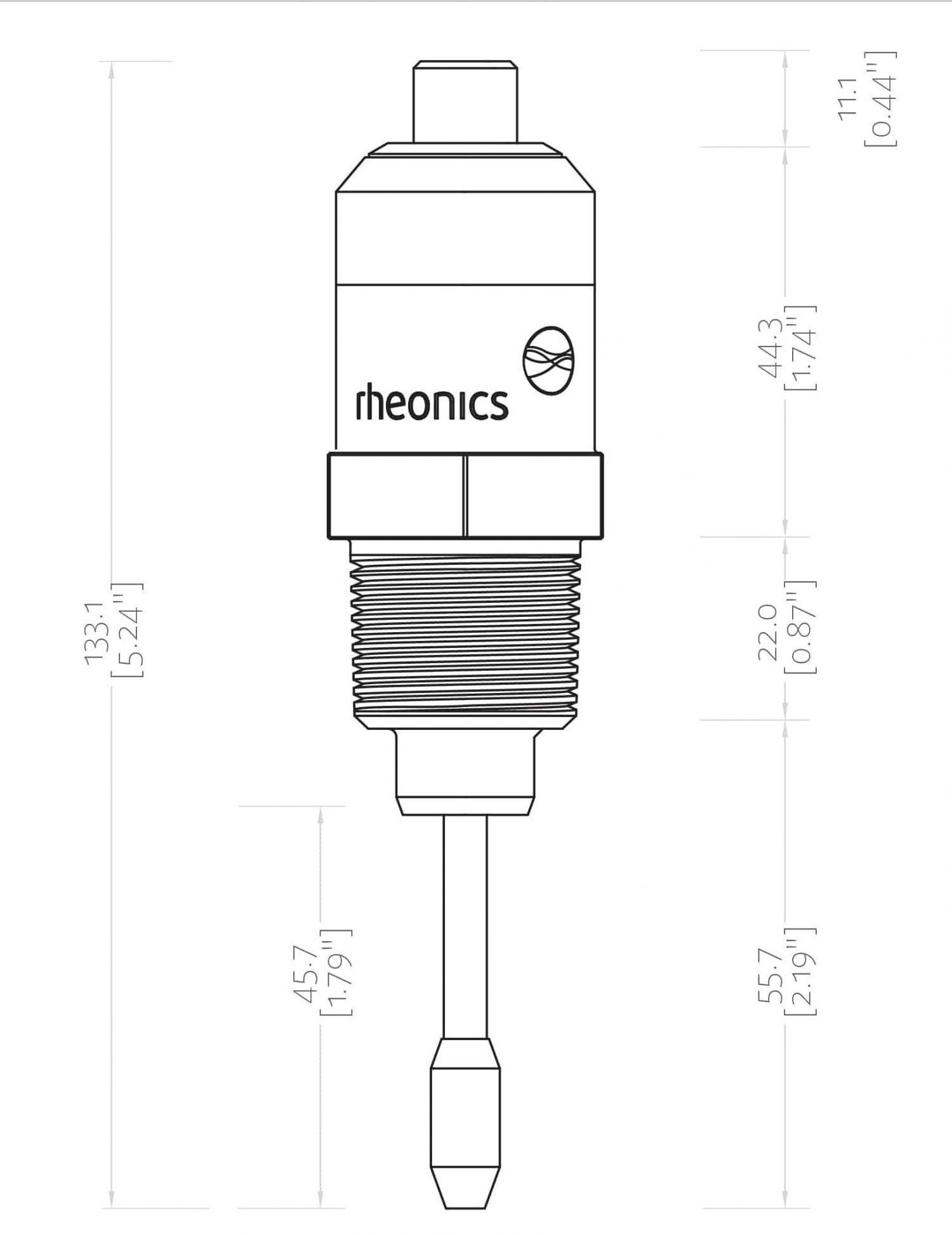 SRV - ขนาด NPT
SRV - ขนาด NPT เอสอาร์วี - Triclamp ขนาด
เอสอาร์วี - Triclamp ขนาดถูกสุขลักษณะการออกแบบที่ถูกสุขลักษณะ
Rheonics SRV และ SRD มีวางจำหน่ายแล้วใน tri-clamp และการเชื่อมต่อ DIN 11851 นอกเหนือจากการเชื่อมต่อกระบวนการแบบกำหนดเอง
 SRV - ดิน 11851
SRV - ดิน 11851  เอสอาร์วี - Triclamp
เอสอาร์วี - Triclampทั้ง SRV และ SRD เป็นไปตามข้อกำหนดการปฏิบัติตามข้อกำหนดการสัมผัสกับอาหารตามข้อกำหนดขององค์การอาหารและยาของสหรัฐอเมริกาและสหภาพยุโรป
ความมั่นคงสูงและไม่ตอบสนองต่อสภาวะการติดตั้ง: การกำหนดค่าใด ๆ ที่เป็นไปได้
Rheonics SRV และ SRD ใช้ตัวสะท้อนเสียงโคแอกเชียลที่ได้รับสิทธิบัตรเฉพาะ โดยที่ปลายทั้งสองด้านของเซ็นเซอร์บิดไปในทิศทางตรงกันข้าม ยกเลิกแรงบิดปฏิกิริยาบนการติดตั้ง และทำให้เซ็นเซอร์ไม่ไวต่อสภาวะการติดตั้งและอัตราการไหลโดยสิ้นเชิง องค์ประกอบเซ็นเซอร์อยู่ในของเหลวโดยตรง โดยไม่มีข้อกำหนดพิเศษเกี่ยวกับที่อยู่อาศัยหรือกรงป้องกัน
 การติดตั้ง - ถัง
การติดตั้ง - ถังการอ่านค่าคุณภาพที่แม่นยำทันที – ภาพรวมระบบที่สมบูรณ์และการควบคุมเชิงคาดการณ์
Rheonics' ซอฟต์แวร์มีประสิทธิภาพ ใช้งานง่าย และสะดวกในการใช้งาน สามารถตรวจสอบของเหลวในกระบวนการแบบเรียลไทม์ได้บน IPC ในตัวหรือคอมพิวเตอร์ภายนอก เซ็นเซอร์หลายตัวที่กระจายอยู่ทั่วโรงงานได้รับการจัดการจากแดชบอร์ดเดียว ไม่มีผลกระทบของแรงดันจากการปั๊มต่อการทำงานของเซ็นเซอร์หรือความแม่นยำในการวัด ไม่มีผลกระทบจากการสั่นสะเทือน
ติดตั้งง่ายและไม่ต้องกำหนดค่าใหม่ / ปรับเทียบใหม่ - ไม่ต้องบำรุงรักษา / ลดจำนวนครั้ง
ในกรณีที่ไม่น่าจะเป็นไปได้ที่เซ็นเซอร์เสียหาย ให้เปลี่ยนเซ็นเซอร์โดยไม่ต้องเปลี่ยนหรือตั้งโปรแกรมอุปกรณ์อิเล็กทรอนิกส์ใหม่ การเปลี่ยนทดแทนทั้งเซ็นเซอร์และอุปกรณ์อิเล็กทรอนิกส์โดยไม่ต้องอัพเดตเฟิร์มแวร์หรือเปลี่ยนแปลงการสอบเทียบ ติดตั้งง่าย. ใช้ได้กับการเชื่อมต่อกระบวนการมาตรฐานและแบบกำหนดเอง เช่น NPT Tri-Clamp, DIN 11851, หน้าแปลน, Varinline และการเชื่อมต่อด้านสุขอนามัยและสุขอนามัยอื่นๆ ไม่มีห้องพิเศษ ถอดออกเพื่อทำความสะอาดหรือตรวจสอบได้อย่างง่ายดาย SRV มีจำหน่ายใน DIN11851 และ tri-clamp การเชื่อมต่อเพื่อให้ติดตั้งและถอดได้ง่าย หัววัด SRV ได้รับการปิดผนึกอย่างแน่นหนาสำหรับ Clean-in-place (CIP) และรองรับการล้างแรงดันสูงด้วยขั้วต่อ IP69K M12
Rheonics เครื่องมือมีโพรบสแตนเลส และสามารถเลือกการเคลือบป้องกันสำหรับสถานการณ์พิเศษได้
การใช้พลังงานต่ำ
แหล่งจ่ายไฟ 24V DC ที่น้อยกว่า 0.1 A กระแสเสมอระหว่างการทำงานปกติ
เวลาตอบสนองที่รวดเร็วและความหนืดชดเชยอุณหภูมิ
ระบบอิเล็กทรอนิกส์ที่รวดเร็วและทนทานเป็นพิเศษ ผสมผสานกับโมเดลการคำนวณที่ครอบคลุม Rheonics อุปกรณ์ที่เร็วที่สุด อเนกประสงค์ และแม่นยำที่สุดในอุตสาหกรรม SRV และ SRD ให้การวัดความหนืดแบบเรียลไทม์ (และความหนาแน่นของ SRD) ทุกวินาที และไม่ได้รับผลกระทบจากการเปลี่ยนแปลงของอัตราการไหล!
ความสามารถในการปฏิบัติงานที่หลากหลาย
Rheonics' เครื่องมือถูกสร้างขึ้นเพื่อทำการวัดในสภาวะที่ท้าทายที่สุด
เอส.อาร์.วี สามารถใช้ได้กับ ช่วงการทำงานที่กว้างที่สุดในตลาดสำหรับเครื่องวัดความหนืดของกระบวนการแบบอินไลน์:
- ช่วงแรงดันสูงถึง 5000 psi
- ช่วงอุณหภูมิตั้งแต่ -40 ถึง 200 ° c
- ช่วงความหนืด: 0.5 cP ถึง 50,000 cP (และสูงกว่า)
SRD: เครื่องดนตรีเดี่ยว, ฟังก์ชั่นสามอย่าง - ความหนืดอุณหภูมิและความหนาแน่น
Rheonics' SRD เป็นผลิตภัณฑ์พิเศษที่มาแทนที่เครื่องมือสามชนิดที่แตกต่างกันสำหรับการวัดความหนืด ความหนาแน่น และอุณหภูมิ ช่วยขจัดความยากในการจัดวางเครื่องมือสามชนิดร่วมกัน และให้การวัดที่แม่นยำและทำซ้ำได้ในสภาวะที่เลวร้ายที่สุด
ทำความสะอาดในสถานที่ (CIP) และการฆ่าเชื้อในสถานที่ (SIP)
SRV (และ SRD) ตรวจสอบการทำความสะอาดท่อของเหลวโดยการตรวจสอบoring ความหนืด (และความหนาแน่น) ของน้ำยาทำความสะอาด/ตัวทำละลายระหว่างขั้นตอนการทำความสะอาด เซ็นเซอร์ตรวจพบสิ่งตกค้างเล็กๆ น้อยๆ ช่วยให้ผู้ปฏิบัติงานตัดสินใจได้ว่าเมื่อใดที่ท่อสะอาด/พอดีตามวัตถุประสงค์ อีกทางหนึ่ง SRV (และ SRD) ให้ข้อมูลแก่ระบบการทำความสะอาดอัตโนมัติเพื่อให้แน่ใจว่ามีการทำความสะอาดเต็มรูปแบบและทำซ้ำได้ระหว่างการทำงาน ดังนั้นจึงรับประกันการปฏิบัติตามมาตรฐานด้านสุขอนามัยของโรงงานผลิตอาหารโดยสมบูรณ์

การออกแบบและเทคโนโลยีเซ็นเซอร์ที่เหนือกว่า
อุปกรณ์อิเล็กทรอนิกส์ที่มีความซับซ้อนและจดสิทธิบัตรแล้วคือสมองของเซ็นเซอร์เหล่านี้ SRV และ SRD มีจำหน่ายพร้อมการเชื่อมต่อกระบวนการมาตรฐานอุตสาหกรรม เช่น ⁄” NPT, DIN 11851, หน้าแปลน และ Tri-clamp ช่วยให้ผู้ปฏิบัติงานเปลี่ยนเซ็นเซอร์อุณหภูมิที่มีอยู่ในสายการผลิตด้วย SRV/SRD โดยให้ข้อมูลของไหลในกระบวนการที่มีคุณค่าสูงและดำเนินการได้ เช่น ความหนืด นอกเหนือจากการวัดอุณหภูมิที่แม่นยำโดยใช้ Pt1000 ในตัว (DIN EN 60751 Class AA, A, B มีจำหน่าย) .
เครื่องใช้ไฟฟ้าที่สร้างขึ้นเพื่อให้เหมาะกับความต้องการของคุณ
มีให้เลือกทั้งในโครงเครื่องส่งและตัวยึดราง DIN แบบฟอร์มขนาดเล็กอุปกรณ์อิเล็กทรอนิกส์ของเซ็นเซอร์ช่วยให้สามารถรวมเข้ากับสายการผลิตและภายในตู้อุปกรณ์ของเครื่องจักรได้อย่างง่ายดาย


ง่ายต่อการรวม
วิธีการสื่อสารแบบอะนาล็อกและดิจิตอลที่ใช้ในอุปกรณ์อิเล็กทรอนิกส์ของเซ็นเซอร์ทำให้การเชื่อมต่อกับ PLC อุตสาหกรรมและระบบควบคุมง่ายและตรงไปตรงมา
ตัวเลือกการสื่อสารอนาล็อกและดิจิตอล

ตัวเลือกการสื่อสารดิจิทัลที่เป็นทางเลือก

การปฏิบัติตามมาตรฐาน ATEX และ IECEx
Rheonics มีเซ็นเซอร์ที่ปลอดภัยอย่างแท้จริงซึ่งได้รับการรับรองโดย ATEX และ IECEx สำหรับใช้ในสภาพแวดล้อมที่เป็นอันตราย เซ็นเซอร์เหล่านี้ปฏิบัติตามข้อกำหนดด้านสุขภาพและความปลอดภัยที่จำเป็นที่เกี่ยวข้องกับการออกแบบและการสร้างอุปกรณ์และระบบป้องกันที่มีจุดประสงค์เพื่อใช้ในบรรยากาศที่อาจเกิดการระเบิด
การรับรองความปลอดภัยภายในและการป้องกันการระเบิดที่จัดขึ้นโดย Rheonics ยังช่วยให้สามารถปรับแต่งเซ็นเซอร์ที่มีอยู่ได้ ช่วยให้ลูกค้าของเราหลีกเลี่ยงเวลาและต้นทุนที่เกี่ยวข้องกับการระบุและทดสอบทางเลือกอื่น สามารถจัดเตรียมเซ็นเซอร์แบบกำหนดเองสำหรับการใช้งานที่ต้องใช้หนึ่งยูนิตจนถึงหลายพันยูนิต โดยมีระยะเวลารอคอยเป็นสัปดาห์เทียบกับเดือน
Rheonics เอส.อาร์.วี & SRD ได้รับการรับรองทั้ง ATEX และ IECEx


การดำเนินงาน
ติดตั้งเซ็นเซอร์ในถังของคุณโดยตรงเพื่อทำการวัดความหนืดและความหนาแน่นแบบเรียลไทม์ ไม่จำเป็นต้องใช้สายบายพาส: เซ็นเซอร์สามารถจุ่มลงในสายได้ อัตราการไหลและการสั่นสะเทือนไม่ส่งผลต่อความเสถียรและความแม่นยำในการวัด ปรับประสิทธิภาพการผสมให้เหมาะสมโดยทำการทดสอบของเหลวซ้ำ ต่อเนื่อง และสม่ำเสมอ
Rheonics การเลือกเครื่องมือ
Rheonics ออกแบบ ผลิต และจำหน่ายนวัตกรรมการตรวจจับของเหลวและการตรวจสอบoring ระบบ ความแม่นยำที่สร้างขึ้นในประเทศสวิสเซอร์แลนด์ Rheonics' เครื่องวัดความหนืดและเครื่องวัดความหนาแน่นแบบอินไลน์มีความไวตามที่ต้องการสำหรับการใช้งานและความน่าเชื่อถือที่จำเป็นต่อการอยู่รอดในสภาพแวดล้อมการทำงานที่รุนแรง ผลลัพธ์ที่เสถียร – แม้ภายใต้สภาวะการไหลที่ไม่พึงประสงค์ ไม่มีผลกระทบของแรงดันตกหรืออัตราการไหล ซึ่งเหมาะสมอย่างยิ่งกับการตรวจวัดการควบคุมคุณภาพในห้องปฏิบัติการ ไม่จำเป็นต้องเปลี่ยนส่วนประกอบหรือพารามิเตอร์ใดๆ เพื่อวัดผลแบบเต็มช่วง
ผลิตภัณฑ์ที่แนะนำสำหรับแอปพลิเคชัน
- ช่วงความหนืดกว้าง - ตรวจสอบกระบวนการทั้งหมด
- การวัดซ้ำได้ทั้งในของเหลวของนิวตันและที่ไม่ใช่ของนิวตัน, เฟสเดียวและของเหลวหลายเฟส
- ปิดผนึกอย่างแน่นหนาชิ้นส่วนสแตนเลส 316L ทั้งหมดที่เปียกชื้น
- สร้างขึ้นในการวัดอุณหภูมิของของไหล
- ฟอร์มแฟคเตอร์ขนาดกะทัดรัดสำหรับการติดตั้งง่ายในสายการผลิตที่มีอยู่
- ทำความสะอาดง่ายไม่ต้องดูแลรักษาหรือกำหนดค่าใหม่
- เครื่องมือเดียวสำหรับการวัดความหนาแน่นของกระบวนการความหนืดและอุณหภูมิ
- การวัดซ้ำในของเหลวนิวตันและที่ไม่ใช่นิวตันทั้งแบบเฟสเดียวและแบบหลายเฟส
- โครงสร้างโลหะทั้งหมด (316L สแตนเลส)
- สร้างขึ้นในการวัดอุณหภูมิของของไหล
- ฟอร์มแฟคเตอร์ขนาดกะทัดรัดสำหรับการติดตั้งอย่างง่ายในท่อที่มีอยู่
- ทำความสะอาดง่ายไม่ต้องดูแลรักษาหรือกำหนดค่าใหม่